
Polymaker PolySonic PLA: Rýchla tlač vo vysokej kvalite
V posledných rokoch sme zaznamenali pomerne výrazné zmeny v rýchlosti 3D tlače. Na prispôsobenie filamentov špecifikáciám vysokorýchlostných tlačiarní sa však veľa neurobilo. V súčasnosti máme tlačiarne, ktoré dokážu bez problémov tlačiť rýchlosťou viac ako 500 mm/s, a napriek tomu stále používame tradičný PLA. Bežný PLA však nie vždy funguje dobre pri vysokých rýchlostiach prietoku.
Náš vlastný ecoPLA dokáže tlačiť rýchlosťou 500 mm/s bez akýchkoľvek problémov. Avšak 500 mm/s neznamená vždy 500 mm/s. Mnohé tlačiarne dokážu tlačiť rýchlosťou 500 mm/s, pokiaľ model nie je príliš zložitý. V prípade zložitých modelov s mnohými tlačovými pohybmi alebo strmými tvarmi obmedzuje schopnosť tlačiarne zrýchliť na maximálnu dosiahnuteľnú rýchlosť, aby sa zabezpečila slušná kvalita.
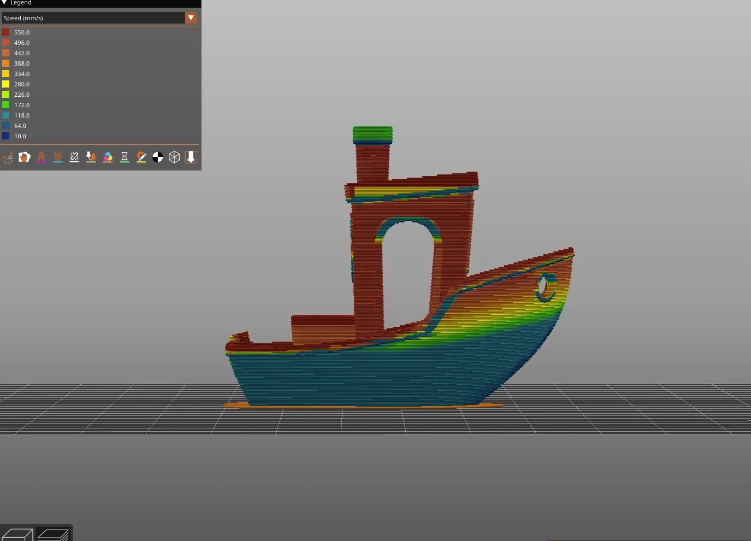
Pozrite sa na tento obrázok. Máme tu klasický model Benchy s maximálnou rýchlosťou 550 mm/s. Všetko, čo je vyznačené červenou farbou, je pri maximálnej rýchlosti, ale sú tu aj iné hodnoty rýchlosti. Tu sme rýchlosť obmedzili z dôvodu kvality. Všimnite si modrú farbu, ktorá predstavuje strmý previs na prove. Previsy sú zabijakom kvality, vrstvy tu nie sú umiestnené priamo nad predchádzajúcou vrstvou, ale pod uhlom. To znamená, že nie sú úplne stabilné a chladenie dielov ich musí čo najrýchlejšie spevniť, inak sa pri ďalšej vrstve trochu pohnú, čo má za následok nízku kvalitu. Tu sme znížili rýchlosť, aby to chladenie vytlačených dielov mohlo urobiť správne.
Ak Vaša tlačiareň obmedzuje rýchlosť, pretože nezvláda vysoké zrýchlenie, môže dôjsť k podobnému a ako prvé sa zníži rýchlosť v úzkych rohoch. Pozrite sa, čo môže vysoká rýchlosť urobiť s obľúbeným Benchy:

Obidva tieto scenáre spôsobujú ďalší problém. Čím dlhšie zostáva filament v hotende (t. j. pri nižších rýchlostiach), tým viac tepla môže absorbovať z vyhrievacieho bloku. Hoci je to z hľadiska prietoku dobrá vec, v skutočnosti to vedie k zaujímavému efektu. Teplejší filament vyzerá lesklejšie, chladnejší filament vyzerá matnejšie. A keď sa tieto efekty skombinujú, môže to viesť k pruhovanému efektu, tzv. "shark skin" (žraločia koža) na hotovom výtlačku, čo nevyzerá veľmi dobre. Na nasledujúcom obrázku môžete vidieť, čo mám na mysli: jedna polovica bola vytlačená rýchlosťou 100 mm/s a druhá rýchlosťou 500 mm/s, jedna je lesklá a druhá matná, kontrast je dobre viditeľný.

Takže teraz vieme, že vysoké rýchlosti môžu ovplyvniť výsledok tlače tým, že filament nemá dostatok času na vychladnutie a vznikajú nevzhľadné artefakty, keď vysoké rýchlosti jednoducho nie sú možné vzhľadom na geometriu modelu.
PLA vo všeobecnosti nie je filament, ktorý sa ľahko chladí. Nie veľa filamentov má tento problém. Odkedy sa v začiatkoch v 3D tlačiarňach začal PLA používať, vždy sme vyžadovali 100 % chladenie, na rozdiel od PETG, ABS, ASA a ďalších, ktoré vyžadujú nanajvýš 50 % chladenie alebo v niektorých prípadoch vôbec žiadne chladenie.
Očividným riešením je lepší systém chladenia. Keďže však vysokorýchlostné tlačiarne nemajú rady dodatočnú hmotnosť pohyblivých komponentov (v prípade dodatočných alebo robustnejších ventilátorov), nie je to vždy výhodné. Niektoré tlačiarne majú teraz ventilátory na ráme namiesto tlačovej hlavice, aby sa znížila hmotnosť. Tlačiarne radu Neptune 4 majú ventilátory na portáli, ktorý sa pohybuje len pomocou motorov osi Z pri zmenách posunu a Z-Hops, iné tlačiarne, ako napríklad tlačiarne Voron, môžu pridať ventilátory CPAP, čo sú výkonné vzdialené ventilátory, ktoré smerujú vzduch cez hadicu k tlačovej hlavici. Sú to však stále rarity, väčšina tlačiarní má ventilátory stále na tlačovej hlavici. Aj pri dodatočnom vetraní je v konečnom dôsledku obmedzená ich účinnosť.
A aj keď je problém s chladením vyriešený, stále môžeme mať problém s premenlivou rýchlosťou podávania, ktorá spôsobuje pruhovaný efekt na vytlačenom diele.
Takže čo ešte môžeme urobiť? Čo tak upraviť filament, ktorý sa dá chladiť ľahšie a účinnejšie a pri ktorom zmena farby nie je viditeľná pri rôznych rýchlostiach podávania? Zdá sa, že niečo také teraz máme.
Polymaker PolySonic PLA
Nový PolySonic PLA od Polymaker je vhodný pre vysoký prietok. Dokáže tlačiť rýchlosťou až 29 mm³/s. To znamená, že ak tlačíte s 0,4 mm tryskou, môžete dosiahnuť rýchlosť až 500 mm/s, ak tlačíte s výškou vrstvy 0,14 mm alebo menej. Ak chcete tlačiť vysokokvalitne a vysokou rýchlosťou, toto je filament pre vás.
Po prvé, PolySonic je filament s vysokým prietokom. Rýchlo sa taví v hotende, čo je presne to, čo potrebujete pre vysoký prietok. Filament by sa mal čo najrýchlejšie roztaviť a znížiť svoju viskozitu, aby sa minimalizoval odpor, ktorý by mohol spôsobiť, že Váš krokový motor sa potkne a stratí kroky. Na druhej strane môže tiež rýchlejšie odvádzať teplo vďaka svojej rýchlej absorpcii tepla, takže chladenie je účinnejšie. Hoci sú k dispozícii aj iné filamenty s vysokým prietokom, PolySonic je navrhnutý na vysokú kvalitu pri vysokej rýchlosti a na rozdiel od týchto filament dokáže ľahko odstrániť efekt shark skin.
Testovali sme ho na našej tlačiarni Anycubic Kobra 2 Pro, ktorá dokáže tlačiť pri zrýchlení 20K až 500 mm/s, čo je veľmi pôsobivé, najmä vzhľadom na jej cenu.
Chceli sme tento filament dotlačiť do extrému a za 13 minút sa nám podarilo vytlačiť Benchy v celkom slušnej kvalite. Treba povedať, že sme to naozaj tlačili na hranicu, náš prietok bol 30 mm³/s, takže sme boli tesne za hranicou - viď tu.
Testovali sme aj prudkú zmenu rýchlosti filamentu, aby sme ukázali, ako dobre si dokáže poradiť so shark skin, a toto je výsledok.

Tak ako predtým, jedna polovica je 100 mm/s a druhá polovica je 500 mm/s. Absolútne žiadna zmena farebného tónu, shark skin efekt je úplne odstránený.
Rozhodli sme sa tiež vykonať realistickejší test na modeli Kobra 2 Pro s týmto filamentom, preto sme pre Benchy spravili nový slicing, aby sme odstránili všetky viditeľné artefakty z predchádzajúceho testu rýchlosti. Tlač bola dokončená za 16 minút a toto je výsledok, ktorý sme získali. Žiadny shark skin efekt, dobré presahy, dobré mostíky, pekný rovný komín, vôbec nie zlé. Ak si chcete pozrieť celú tlač, môžete si ju pozrieť tu.
V prípade, že chcete dosiahnuť rovnaké výsledky na svojom modeli Kobra 2 Pro, zhromaždili sme pre Vás kompletné nastavenia v nasledujúcej tabuľke.
Nastavenia programu Prusa Slicer pre vysokorýchlostný Benchy na modeli Kobra 2 Pro s Polymaker PolySonic PLA:
| Layer height | 0.25 mm |
| First layer height | 0.28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Vhodné a súvisiace články
-

Anycubic Kobra 2 Pro
- dvojjadrový procesor Cortex-A7 s frekvenciou 1,2 GHz
- dual gear direct drive extrudér
- dvojitá os Y a Z
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- high-speed filament
- rýchla extrúzia
- vynikajúca priľnavosť vrstiev
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- high-speed filament
- rýchla extrúzia
- vynikajúca priľnavosť vrstiev
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- high-speed filament
- rýchla extrúzia
- vynikajúca priľnavosť vrstiev
Z nášho blogu:
Objavte v obchode 3DJake:
-
Slovensko: doprava zadarmo nad € 52,90
-
Bezplatné
vrátenie tovaru -
Dovoz do 2 pracovných dní.
Viac ako 10.600 produktov
